For mold manufacturers, because the quality of the mold directly determines the injection molding production efficiency, and determines the product quality, which determines the added value of the product, so how to efficiently cool the plastic products in the minimum cycle time, become a conformal cooling injection mold design With the key considerations in the manufacturing process, cooling plays an important role during this period. First, with the form of cooling from the constraints of the traditional way The principle of conformal cooling is to rapidly lower the temperature of a plastic part in a uniform and continuous manner. The injection molded part cannot be taken out of the mold during cooling until it is cooled sufficiently, and then the injection molded part is taken out from the mold. Any hot spot delays the injection molding cycle, which may cause warpage and dents in the molded part after demolding, and may damage the surface quality of the plastic part. Rapid cooling is achieved by the passage of coolant through the channels in the mold, which removes the heat from the molded part. The speed and uniformity of this cooling effect is determined by the fluid passage and the speed through which the cooling fluid passes. The traditional cooling channel inside the mold is achieved through secondary processing. Through cross-drilling, the internal network of the linear tube is generated, and the flow rate and direction are adjusted by the built-in fluid plug. This method has its limitations. The shape of the water network is limited. Therefore, the cooling channel is far from the surface of the mold, making the cooling low efficiency. Not only that, but also had to face additional processing and assembly time, and the risk that the blind spot's channel network might be blocked. Moreover, in the complicated case, in order to reserve the processing of the cooling channel, the mold also needs to be cut into several parts to manufacture, and then spliced ​​into a whole piece of the mold, which leads to an additional manufacturing process, and also shortens the mold life. The difference between the conformal cooling method and the traditional cooling method is that the shape of the cooling water channel changes along with the shape of the injection molded product and is no longer a straight line. This type of cooling water channel is a good solution to the distance between the traditional cooling water channel and the mold cavity surface. Inconsistent problems can result in uniform cooling of injection molded parts and better cooling efficiency. Second, 3D printing manufacturing 3D printing manufacturing frees people from the limitations of cross drilling. Now, it is possible to design the inner channel closer to the cooling surface of the mold, with smooth corners, faster flow, and increase the efficiency of heat transfer to the cooling liquid; different cooling circuits can also be designed according to the cooling requirements, aiming at consistent speed Heat dissipation to promote heat dissipation uniformity. Coolant throughput is critical to the cooling rate of the mold and smooth corners must be designed to reduce the pressure loss along the passage. Metal powder selective laser melting (SLM) 3D printing technology can also be produced on cooling channels down to 1.4 mm in diameter. A beneficial benefit of the powdered 3D printing manufacturing technique is that the powder melting brings a slightly textured surface. This textured structure increases the surface area of ​​the cooling contact, brings about better heat transfer effect, thereby improving the cooling efficiency, and Small turbulence in the channel is formed to achieve the self-cleaning effect of the channel. Third, the added value of 3D printing to injection molding products Conformal cooling injection molds made by 3D printing can increase the injection molding efficiency by 70% or more. For example, an ice scraper mold can be processed through an additive manufacturing method, which can reduce the injection molding cycle from 80 seconds to 40 seconds. This means that the production speed of injection molded parts doubles. Other major advantages of conformal cooling molds manufactured by additive manufacturing include the ability to form more uniform molded parts, zero defects in the products, and avoiding shrinkage marks due to non-uniform cooling rates. In addition, when developing new injection molding products, it helps to achieve new product development with less iterations. Of course, more advantages include the fact that when manufacturing complex molds, the additive manufacturing method is faster than the conventional method due to the reduction of the cooling channel processing and splicing. It should be noted that the additive-manufactured mold does not have high surface accuracy, and the required surface accuracy is obtained through the later finishing and polishing processes. In this link, traditional machining and additive manufacturing complement each other.
The Single Row Deep Groove Ball Bearing is the most representative structure of the rolling bearing, which is widely used. The raceway located in the inner ring and outer ring is slightly larger than the radius of the rolling ball. In addition to the radial load, it can also bear the axial load of two directions. Small friction torque, the most suitable for high speed rotation, low noise, low vibration use. Besides the way out, there is also a bearing with a steel cover, plus a rubber sealed bearing, or a ring with a retaining ring on the outer ring. Generally, the steel plate punching cage is usually used. The main application of the cage: steel plate stamping cage (wave, crown shape... Single column; S shape... Copper alloy or phenolic resin to cut the cage and synthetic resin forming cage.
Main uses
Single Row Deep Groove Ball Bearing Single Row Deep Groove Ball Bearing,Deep Groove Ball Bearing,Single Row Deep Groove Bearing,Single Row Grooved Ball Bearing LUOYANG AUTO BEARING CO.,LTD , https://www.ballbearing.nl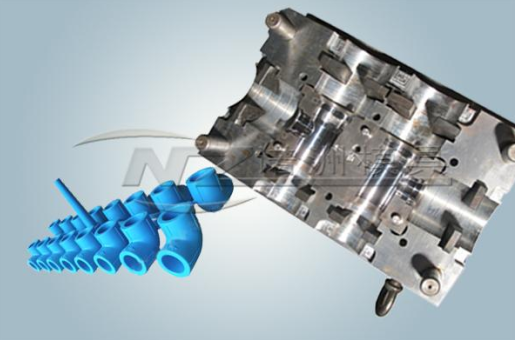

Car: rear wheel, transmission, electrical equipment parts; electric: General Motors, household appliances. Other: instruments, internal combustion engines, construction machinery, railway vehicles, loading and unloading machinery, agricultural machinery, and various industrial machinery.
Single row Deep Groove Ball Bearing room with the most widely used type of bearing:
1. Basic design of open bearing
2. Seal bearing
3, ICOS oil sealed bearing unit
4, bearing with stop slot, belt or without stop ring

Conformal cooling injection mold based on 3D printing